
IA y precisión de medición: los retos del control de los remaches anodizados
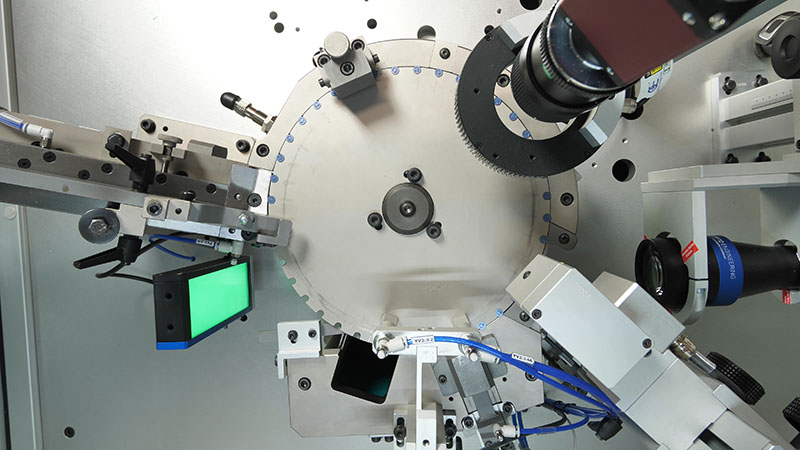
Diseñada específicamente para el control de calidad de remaches anodizados, la máquina clasificadora de este caso práctico es una máquina de mesa giratoria con placa metálica indexada, modelo MCV1, equipada con estaciones y software específicos.
Además del requisito previo de una velocidad de selección no inferior a 100 piezas por minuto, el contexto plantea tres controles desafiantes.
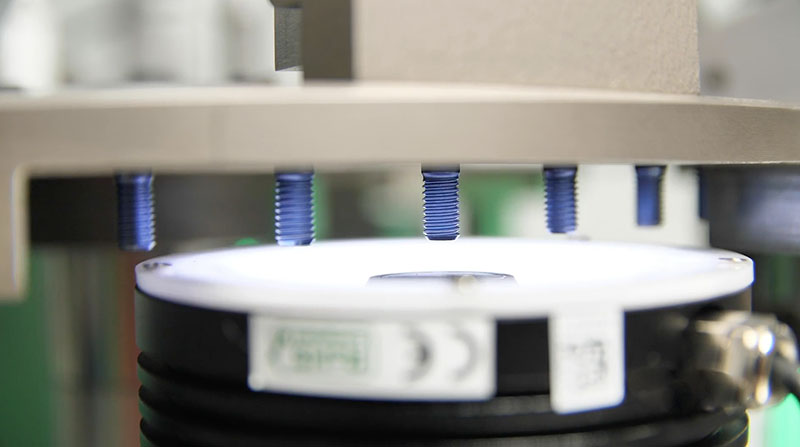
- Diámetro del cuerpo del remache mMedición con tolerancias de producción estrictas obligatorias de hasta 12 μm.
- Control de la forma del hueco hexagonal inferior del vástago para detectar piezas con doble brochado.
- Detección de defectos en el logotipo marcado en la parte superior de la superficie de la cabeza.
Durante la fase de pruebas, la situación resultó ser aún más compleja debido al recubrimiento superficial de los remaches, que es delicado y se raya con facilidad.
Control de tolerancia de 12 μm
Los sistemas de visión Dimac están diseñados para garantizar un control preciso de las tolerancias de producción, especialmente para aplicaciones con piezas metálicas pequeñas, con un enfoque en tolerancias de hasta 50 μm. Para tolerancias aún más estrictas, nuestro sistema de control se adapta ad hoc, incorporando medidas que se vuelven más estrictas a medida que disminuyen las tolerancias. Hemos implementado un algoritmo de corrección de la aberración de la lente, junto con una retroiluminación específica y una cámara de mayor resolución combinada con lentes telecéntricas de alta calidad. Esta combinación tiene como objetivo minimizar el impacto de las irregularidades del vidrio y estandarizar los efectos de difracción en el borde de la pieza en diversas imágenes. Para contrarrestar los efectos de la suciedad ambiental en el entorno de producción, nuestro sistema de visión incluye filtros de software avanzados para mayor protección y fiabilidad.
Todo el proceso de medición requiere una potencia de cálculo considerable, debido a la necesidad de capturar tres imágenes por pieza (una cada 120°) a una velocidad de 100 piezas por minuto, todo ello utilizando diversos filtros de software. Para satisfacer esta demanda, empleamos una computadora industrial equipada con una tarjeta gráfica NVIDIA®. El resultado es una máquina que supera con éxito las pruebas MSA1 y MSA3, incluso dentro del rango de tolerancia de diseño de 12 μm. Cabe destacar que el aumento de la resolución de la cámara aporta importantes beneficios a la calidad de la medición, pero podría afectar a la productividad. No obstante, la solución adoptada representa el equilibrio óptimo entre los controles obligatorios y la productividad, garantizando la mejor combinación de calidad y costo.
Comprobación de la forma del hueco hexagonal de la parte inferior del vástago
Los controles obligatorios incluyen: verificar la presencia del rebaje en la parte inferior del vástago, verificar la forma hexagonal del rebaje y la ausencia de un efecto de doble brochado (una forma similar a una estrella que resulta de un ligero desfase entre la primera y la segunda pasada del corte), y verificar las características del logotipo marcado en la superficie superior de la cabeza.
Los principales retos vuelven a ser garantizar la estabilidad de la imagen, resaltar adecuadamente todas las situaciones defectuosas e implementar un algoritmo de interpretación capaz de reconocer los defectos sin provocar falsos rechazos.
Para resolver los problemas relacionados con la imagen, elegimos una cámara entocéntrica con un iluminador anular coaxial dirigido hacia el borde inferior del vástago. Este iluminador proporciona una iluminación uniforme solo cuando la pieza está perfectamente centrada (con una precisión de décimas de milímetro).
Aprovechando la tolerancia de producción de 12 μm en el diámetro del vástago del cuerpo, las ranuras del dial de transporte se diseñaron cuidadosamente para que sirvieran de restricción vertical para colgar y guiar la pieza. Un cierre de resorte situado encima de la mesa giratoria, junto con el asiento preciso que ofrece el chaflán de las ranuras del dial a la cabeza del remache, garantiza que la pieza permanezca en su posición incluso en presencia de vibraciones.
El resultado es una imagen en la que el hueco hexagonal inferior aparece destacado en negro dentro de la corona circular clara de la llave inglesa de la pieza. Esto era bueno, pero no suficiente para garantizar la detección de un hueco doblemente ranurado, ya que la presencia de suciedad podía afectar al control. Por este motivo, se desarrolló un algoritmo basado en el análisis del gradiente de luz, concretamente en la extensión de una banda gris alrededor de la circunferencia del hexágono. El algoritmo cuenta cuántas veces el gradiente se cruza con un segundo diámetro de circunferencia definido por el usuario. Esta circunferencia medida establece el límite entre la suciedad aceptable y los defectos reales, lo que permite ajustar la sensibilidad del control.
Comprobación de los caracteres del logotipo de marcado
en la parte superior de la superficie de la cabeza
En la cabeza plana superior del remache se imprime una marca de contenido variable, como el lote de producción. A medida que la pieza se mueve bajo el marcador, puede ocurrir que la inscripción aparezca doble o borrosa, lo que la hace ilegible.
La estabilidad de la imagen es fundamental para este proceso, ya que cualquier inestabilidad genera ruido de fondo, difuminando la línea entre los componentes conformes y no conformes. Los métodos tradicionales de análisis de imágenes son limitados e, incluso con la ayuda de las funciones de OCR (reconocimiento óptico de caracteres), no es posible procesar 100 piezas por minuto.
La IA nos ayuda ofreciendo una solución que incluye el entrenamiento de una red neuronal para que se centre exclusivamente en reconocer el defecto, y no en el contenido textual de la escritura. La IA ignora el significado del texto controlado, pero es experta en identificar peculiaridades asociadas con el defecto en el texto escrito.
Al igual que en comprobaciones anteriores, el reto reside en encontrar el equilibrio adecuado entre los tiempos de cálculo, la detección de defectos y la inversión en la calidad de los componentes.
Manipulación de piezas con recubrimientos superficiales delicados
Los remaches anodizados no suelen requerir procedimientos de manipulación especiales en el sistema de alimentación, excepto durante la configuración de la máquina, cuando la pieza gira 360° dentro de las ranuras del disco de transporte. En ocasiones, la superficie lateral del cuerpo cilíndrico puede desgastarse durante el contacto entre el vástago del remache y la ranura del disco metálico, lo que no afecta a la funcionalidad de la pieza, pero debe evitarse por razones estéticas. Para evitar abrasiones, un método común es levantar la pieza del disco, pero esto no se recomienda en este caso debido a las limitaciones de tiempo. Aumentar el diámetro de la ranura no es una opción debido a la estabilidad precisa que requiere la pieza para el control del hueco hexagonal inferior. La solución final es una rotación precisa y centrada de la pieza dentro del espacio libre de la ranura del disco (5 centésimas de milímetro). Superar este reto mecánico requiere una meticulosa destreza en el cuidado y el montaje de los componentes.
IA y capacitación
El control mediante inteligencia artificial (IA) se diferencia del software de visión tradicional en que no se basa en reglas preestablecidas. En su lugar, el algoritmo de IA calcula variables y forma una red neuronal que evalúa la similitud de las imágenes para categorías como piezas conformes y no conformes. Esta red determina el porcentaje de similitud de una nueva imagen con categorías específicas.
La IA va más allá de la interpretación analítica de imágenes, ya que genera de forma autónoma criterios de búsqueda con lógicas que no son directamente comprensibles para los humanos. Aunque es muy versátil y potente, sus resultados no son totalmente predecibles de antemano, por lo que es necesario realizar una cuidadosa validación sobre el terreno.
El proceso de capacitación en IA, que requiere una estación informática bien equipada y las licencias de software necesarias, también exige conocimientos especializados específicos.
Es fundamental llegar a soluciones eficaces y computacionalmente eficientes. El proceso de IA requiere un tiempo de cálculo considerable tanto para la fase de entrenamiento como para la de validación. Para evitar periodos prolongados de inactividad del equipo de clasificación, el entrenamiento no se lleva a cabo en la máquina clasificadora.
Para comodidad del usuario, Dimac ofrece servicios de entrenamiento remoto de redes neuronales.
El software de la máquina incorpora un procedimiento sencillo para ayudar a los operadores a capturar imágenes suficientes de muestras conformes y defectuosas. Dimac lleva a cabo la capacitación como un servicio, la perfecciona y la valida, y luego instala la red neuronal entrenada en la máquina.
Garantizar un control seguro de los caracteres marcados en la cabeza del remache supone un reto que no puede resolverse con técnicas tradicionales. Junto con la inspección visual humana, la IA es actualmente la única solución viable. El ojo humano sigue siendo esencial para definir y optimizar el flujo de trabajo de la IA hoy en día y, posiblemente, en el futuro.
