
AI et précision des mesures, les défis du contrôle des rivets anodisés
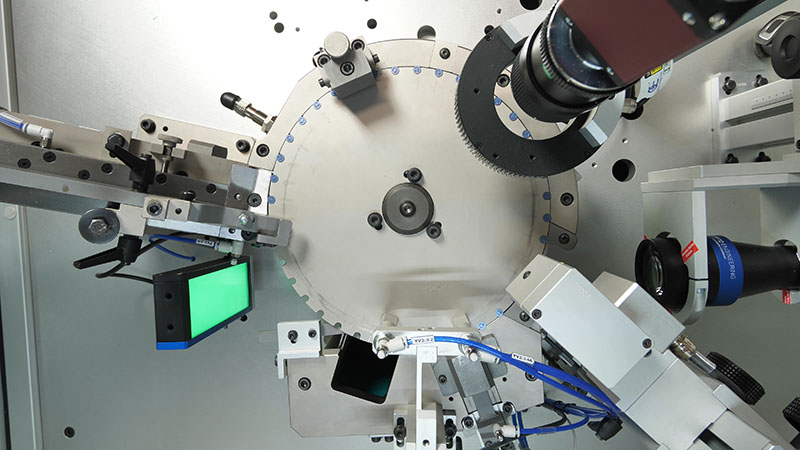
Conçue spécifiquement pour le contrôle de la qualité des rivets anodisés, la machine de tri de cette étude de cas est une machine à table rotative indexée à plaques métalliques, modèle MCV1, équipée de stations et de logiciels dédiés.
Outre la condition préalable d'un taux de sélection d'au moins 100 pcs/minute, le contexte pose trois contrôles difficiles.
- Rivet Diamètre du corps mMesure avec des tolérances de production étroites obligatoires jusqu'à 12 μm
- Contrôle de la forme de l'hexagone du fond de la tige pour détecter les pièces avec double brochage
- Détection des défauts du logo de marquage sur le dessus de la surface de la tête
Au cours de la phase d'essai, la situation s'est avérée encore plus complexe en raison du revêtement de surface des rivets, qui est délicat et susceptible d'être facilement rayé.
12 μm contrôle de la tolérance
Les systèmes de vision Dimac sont conçus pour assurer un contrôle précis des tolérances de production, en particulier pour les applications de petites pièces métalliques, avec un accent sur les tolérances jusqu'à 50μm. Pour des tolérances encore plus serrées, notre système de contrôle est adapté ad hoc, intégrant des mesures qui deviennent plus strictes à mesure que les tolérances diminuent. Nous avons mis en œuvre un algorithme de correction de l'aberration des lentilles, ainsi qu'un rétroéclairage dédié et une caméra à plus haute résolution associée à des lentilles télécentriques de qualité supérieure. Cette combinaison vise à minimiser l'impact des irrégularités du verre et à normaliser les effets de diffraction au bord de la pièce sur différentes images. Pour contrer les effets de la saleté environnementale dans le cadre de la production, notre système de vision comprend des filtres logiciels avancés pour une protection et une fiabilité accrues.
L'ensemble du processus de mesure requiert une puissance de calcul considérable, en raison de la nécessité de capturer 3 images par pièce (une tous les 120°) à un rythme de 100 pièces par minute, tout en utilisant divers filtres logiciels. Pour répondre à cette demande, nous avons utilisé un ordinateur industriel équipé d'une carte graphique NVIDIA®. Le résultat est une machine qui passe avec succès les tests MSA1 et MSA3, même dans la plage de tolérance de conception de 12 μm. Il convient de noter que l'augmentation de la résolution de la caméra apporte des avantages significatifs à la qualité des mesures, mais pourrait affecter la productivité. Néanmoins, la solution adoptée représente l'équilibre optimal entre les contrôles obligatoires et la productivité, assurant la meilleure combinaison qualité-coût.
Vérification de la forme de l'encoche hexagonale du fond de la tige
Les contrôles obligatoires comprennent : la vérification de la présence de l'évidement au fond de la tige, la vérification de la forme hexagonale de l'évidement et de l'absence d'effet de double brochage (forme étoilée résultant d'un léger déphasage entre le premier et le deuxième passage de la coupe), et la vérification des caractéristiques du logo de marquage sur la surface supérieure de la tête.
Les principaux défis consistent à nouveau à assurer la stabilité de l'image, à mettre en évidence de manière adéquate toutes les situations défectueuses et à mettre en œuvre un algorithme d'interprétation capable de reconnaître les défauts sans déclencher de faux rejets.
Pour résoudre les problèmes d'image, nous avons choisi une caméra entocentrique avec un illuminateur annulaire coaxial dirigé vers le bord inférieur de la tige. Cet illuminateur ne fournit un éclairage uniforme que lorsque la pièce est précisément cantonnée (les dixièmes de millimètres étant cruciaux).
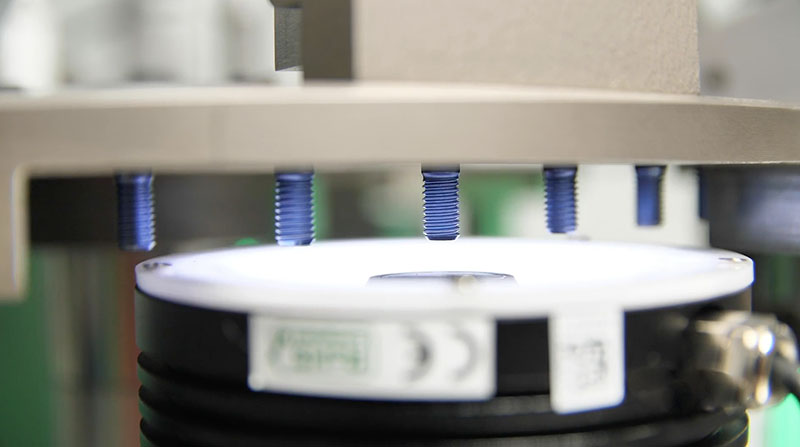
Tirant parti de la tolérance de production de 12μm sur le diamètre du corps, les fentes du cadran de transport ont été soigneusement conçues pour servir de contrainte verticale pour l'accrochage et le guidage de la pièce. Un loquet à ressort positionné au-dessus de la table rotative, ainsi que le siège précis offert par le chanfrein des fentes du cadran à la tête du rivet, assurent le maintien de la pièce en position, même en présence de vibrations.
Le résultat est une image où l'évidement hexagonal du fond apparaît nettement en noir dans la couronne circulaire claire de la clé de la pièce. Cette image est bonne, mais ne suffit pas à garantir la détection d'une double cavité brochée, car la présence de saletés peut affecter le contrôle. C'est pourquoi un algorithme a été développé pour s'appuyer sur l'analyse du gradient de lumière, en particulier l'étendue d'une bande grise autour de la circonférence de l'hexagone. L'algorithme compte le nombre de fois où la pente croise un deuxième diamètre de circonférence défini par l'utilisateur. Cette circonférence mesurée fixe la limite entre la saleté acceptable et les défauts réels, ce qui permet d'ajuster la sensibilité du contrôle.
Vérification des caractères du logo de marquage
sur le dessus de la tête
Dans la tête plate supérieure du rivet, un marquage à contenu variable, comme le lot de production, est imprimé. Lorsque la pièce se déplace sous le marqueur, il peut arriver que l'écriture soit dédoublée ou brouillée, ce qui la rend illisible.
La stabilité de l'image est cruciale pour ce processus, car toute instabilité crée un bruit de fond, brouillant la ligne de démarcation entre les composants conformes et non conformes. Les méthodes traditionnelles d'analyse d'images sont limitées et même avec l'aide des fonctions OCR (reconnaissance optique de caractères), il n'est pas possible de traiter 100 pièces/minute.
L'IA nous vient en aide en proposant une solution qui comprend l'entraînement d'un réseau neuronal à se concentrer uniquement sur la reconnaissance du défaut, et non sur le contenu textuel de l'écriture. L'IA ignore le sens du texte contrôlé mais est capable d'identifier les particularités associées au défaut dans le texte écrit.
Comme pour les contrôles précédents, le défi consiste à trouver le bon équilibre entre les temps de calcul, le discernement des défauts et l'investissement dans la qualité des composants.
Manipulation de pièces dont le revêtement de surface est délicat
Les rivets anodisés ne nécessitent généralement pas de procédures de manipulation spéciales dans le système d'alimentation, sauf pendant le réglage de la machine lorsque la pièce tourne à 360° à l'intérieur des fentes du disque de transport. Occasionnellement, la surface latérale du corps cylindrique peut être abrasée lors du contact entre la tige du rivet et la fente du disque métallique, ce qui n'affecte pas la fonctionnalité de la pièce mais doit être évité pour des raisons esthétiques. Pour éviter les abrasions, une méthode courante consiste à soulever la pièce du disque, mais cette méthode n'est pas recommandée ici en raison des contraintes de temps. L'augmentation du diamètre de la fente n'est pas envisageable en raison de la stabilité précise de la pièce requise pour le contrôle de l'encoche hexagonale inférieure. La solution finale consiste en une rotation centrée précise de la pièce dans les limites du jeu disque-fente (5 centièmes de millimètres). Pour relever ce défi mécanique, il faut un savoir-faire méticuleux dans l'entretien et l'assemblage des composants.
AI and Training
Le contrôle par intelligence artificielle (IA) diffère des logiciels de vision traditionnels car il ne s'appuie pas sur des règles prédéfinies. Au lieu de cela, l'algorithme d'IA calcule des variables, formant un réseau neuronal qui évalue la similitude des images pour des catégories telles que les pièces conformes et non conformes. Ce réseau détermine le pourcentage de similitude d'une nouvelle image avec des catégories spécifiques.
L'IA va au-delà de l'interprétation analytique des images, générant de manière autonome des critères de recherche dont la logique n'est pas directement compréhensible par l'homme. Bien que très polyvalente et puissante, ses résultats ne sont pas entièrement prévisibles à l'avance, ce qui nécessite une validation minutieuse sur le terrain.
Le processus de formation à l'IA, qui nécessite une station informatique bien équipée et les licences logicielles requises, requiert également une expertise spécifique.
Il est essentiel de trouver des solutions efficaces et rentables sur le plan informatique. Le processus d'IA exige un temps de calcul important pour les phases de formation et de validation. Pour éviter des périodes prolongées de non-productivité de l'équipement de tri, la formation n'est pas effectuée sur la machine de tri.
Pour le confort des utilisateurs, Dimac propose des services de formation à distance sur les réseaux neuronaux.
Le logiciel de la machine intègre une procédure simple pour aider les opérateurs à capturer suffisamment d'images d'échantillons conformes et défectueux. Dimac effectue la formation en tant que service, l'affine et la valide, puis installe le réseau neuronal formé sur la machine.
Assurer un contrôle 100% sûr des caractères marqués sur la tête du rivet constitue un défi que les techniques traditionnelles ne permettent pas de relever. Outre l'inspection visuelle humaine, l'IA est actuellement la seule solution viable. L'œil humain reste essentiel pour définir et optimiser le flux de travail de l'IA aujourd'hui et peut-être à l'avenir.
